Digesters. Food processing. Manufacturing. Refining. Medical waste. Industrial steam is not a niche market. It is an underserved one. The reason it is underserved is not that the demand is thin. It is that most boiler reps are set up to sell commercial heating applications and stop there. Industrial steam requires a different product, a different application understanding, and a manufacturer willing to stand behind the equipment when something goes wrong in a production environment. Sellers Manufacturing is that manufacturer, and GP Energy Products represents them across Pennsylvania, New Jersey, Delaware, and Maryland.
Why industrial steam is different from commercial heating
In a commercial heating application, the boiler’s job is to maintain building temperature. The load is relatively predictable, the pressure requirements are typically low, and downtime, while inconvenient, is not catastrophic. Industrial steam is a different operating environment entirely. The boiler is part of the production process. When it goes down, the line goes down. Steam pressure requirements are often significantly higher than commercial heating applications. Load swings can be rapid and significant. And the cost of a failure is measured not just in repair bills but in production losses, regulatory compliance gaps, and in some applications, product loss.
A boiler specified for industrial steam needs to be built for that environment. Rapid response to load changes, reliable performance at elevated pressures, accessible service access, and a manufacturer who understands the application and supports the product in the field are not optional features. They are baseline requirements.
What Sellers builds and why it fits industrial applications
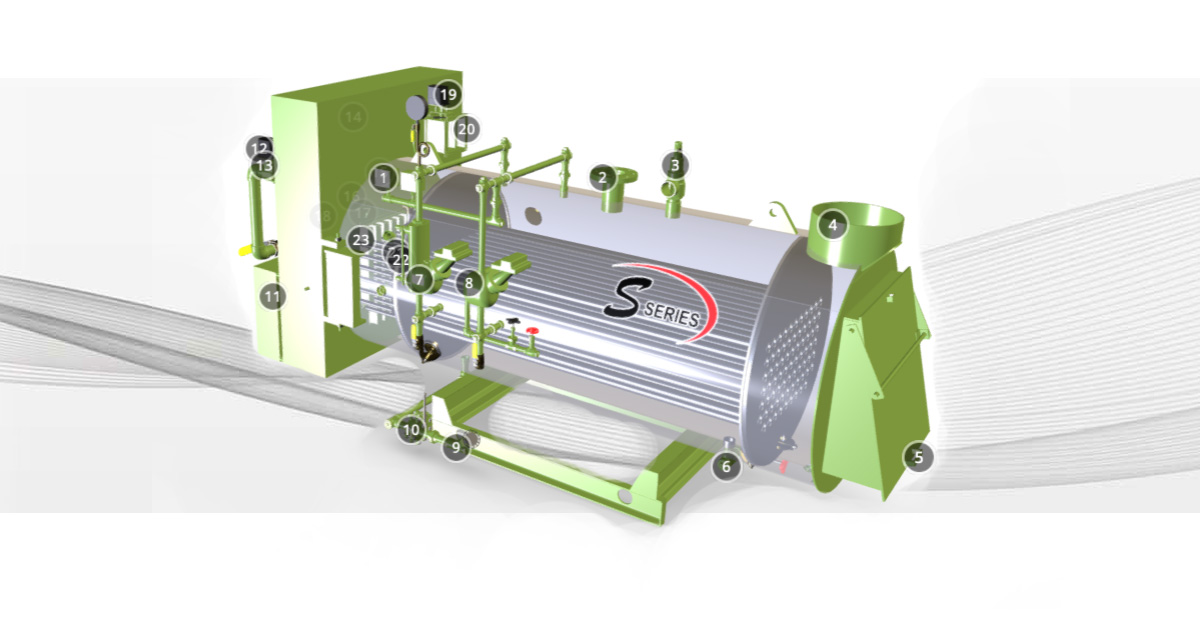
Sellers has been designing and manufacturing boiler room equipment for 90 years. The product line is built specifically around the demands of industrial and commercial applications that require more than a standard packaged boiler can deliver. The centerpiece of the line is the Single Pass fire tube boiler, which reaches full capacity steam from a cold start in under 20 minutes. In industrial applications where production schedules do not wait for a boiler to come up to operating pressure, that rapid response capability is a genuine operational advantage.
The Single Pass design uses a patented multi-flame burner integrated with the boiler vessel, producing uniform heat transfer across the fire tube surface. The result is consistent steam quality, efficient combustion, and a compact footprint relative to the output. For facilities where mechanical room space is constrained and production steam demand is high, that combination matters.
“Industrial steam is not a niche. It is an underserved market. Most reps are set up for commercial heating and stop there. Sellers is built for the applications that come after the commercial line ends.
Applications where Sellers earns its place on the spec
Food and beverage processing
Cooking, blanching, sterilization, CIP systems, and direct steam injection all require reliable, consistent steam at defined pressures and quality levels. Contamination risk makes steam quality non-negotiable.
Digesters and wastewater
Anaerobic digestion requires precise temperature control maintained by steam injection. Load profiles are continuous and the cost of temperature excursion is high. Reliability and rapid recovery after service events are critical.
Manufacturing and industrial process
Steam-driven processes across manufacturing, from curing and drying to chemical processing and heat treating, require boilers that can follow load swings without pressure instability or efficiency penalties.
Medical waste autoclaves
Sellers manufactures medical waste autoclaves directly, making them one of the few boiler manufacturers with an integrated solution for facilities that need both the steam source and the sterilization system from a single manufacturer.
Refining and chemical
High-pressure steam requirements, demanding duty cycles, and the consequences of unplanned downtime make manufacturer support and product reliability the primary selection criteria.
Institutions and large facilities
Hospitals, universities, and large institutional campuses with central steam plants need equipment built for continuous high-load operation. The M-Series Low NOx line addresses emissions requirements increasingly applicable in this segment.
The full Sellers product line
Sellers is not just a boiler manufacturer. The complete product line covers everything a boiler room needs beyond the vessel itself, which is relevant for industrial facilities doing a full boiler room build-out or upgrade.
M-Series Low NOx Boilers
Ultra-low emissions, high efficiency, small footprint. Built for applications with strict air quality requirements.
Fire Tube Boilers
Single Pass design. Full capacity from cold start in under 20 minutes. Steam, hot water, high-temp water, clean steam, and condensing configurations.
Deaerators and Boiler Feed Systems
Pressurized and atmospheric configurations. Removes dissolved oxygen from feedwater to extend boiler life and reduce chemical treatment costs.
Modular Skid Packages
1, 2, or 3 boiler configurations. Factory assembled with controls, feedwater conditioning, and complete electrical wiring.
Fire Tube Water Heaters
Heavy-duty commercial and industrial gas-fired assembly for high-demand domestic and process hot water applications.
Medical Waste Autoclaves
Integrated steam and sterilization system for medical and laboratory waste management. Regulatory compliant and cost-effective.
What standing behind the product actually looks like
That claim is not ours to make unilaterally. It is documented in the words of the contractors and facility managers who have run Sellers equipment for decades. Chad Rowland, owner of West Tech Boiler Works, puts it plainly on Sellers’ own testimonials page: his customer has run the same units through repeated retubing cycles in terrible water conditions without catastrophic failure, and he notes that Sellers’ commitment to service after the sale is a defining characteristic. Rolls-Royce’s operations team cites reliability and scalability as the reasons they chose Sellers for a major plant modernization in Indianapolis, running four 900 BHP units with a deaerator.
“The organization prides itself on the quality craftsmanship, and service after the sale. We have a customer in this area that has three units (200, 300, and 500 horsepower), and their water is terrible. They have been retubed 3 or 4 times and have never had any welding done to the vessels or tube sheets. No other boiler would take this kind of abuse without completely melting down, or catastrophic failure.”
Chad Rowland, Owner, West Tech Boiler Works · sellersmfg.com/testimonials
“Sellers boilers allowed us to significantly improve our current operations while allowing for future growth and flexibility. The modular installation concept of four 900 BHP Sellers steam boilers and deaerator with their ability to quickly produce steam from a cold start position provided us with operational flexibility, ongoing energy savings, and a reduced carbon footprint.”
David Gray, Operations Executive, Rolls-Royce · sellersmfg.com/testimonials
For industrial facilities where a boiler failure means a production shutdown, that kind of track record from customers who have run the equipment under hard conditions is more useful than any spec sheet.
One more thing worth noting: Our team attended the Sellers Boiler Academy and calls it the best technical boiler training in the industry. When your rep team sends people to the manufacturer’s training program, that is not a sales relationship. That is a working partnership. The GP Energy team knows this product from the inside, and that knowledge is available to every customer we work with on a Sellers application.
GP Energy Products represents Sellers across Pennsylvania, New Jersey, Delaware, and Maryland. If you have an industrial steam application that has been underserved by reps focused on commercial heating, that is exactly the kind of project we want to talk about.
Have an industrial steam application that needs a real answer?
GP Energy Products represents Sellers Manufacturing across Pennsylvania, New Jersey, Delaware, and Maryland. Digesters, food processing, manufacturing, medical waste, institutional steam plants. Bring us the application and we will tell you whether Sellers is the right fit and what the right configuration looks like.
References
1. Sellers Manufacturing Company. Product line overview, specifications, and application guidance. sellersmfg.com
2. Sellers Manufacturing Company. Customer testimonials including Chad Rowland, West Tech Boiler Works; David Gray, Rolls-Royce; and Ryan Lucas, GP Energy Products. sellersmfg.com/testimonials
3. Sellers Manufacturing Company. M-Series Low NOx Boiler product page. sellersmfg.com/m-series-low-nox-emission-industrial-boiler
4. Sellers Manufacturing Company. Fire Tube Boiler product page including Single Pass design specifications. sellersmfg.com/fire-tube-boilers
5. Sellers Manufacturing Company. Deaerators and Boiler Feed Systems product page. sellersmfg.com/deaerator-and-boiler-feed-system
6. Sellers Manufacturing Company. Medical Waste Autoclave product page. sellersmfg.com/medical-waste-autoclave
7. ASME. Boiler and Pressure Vessel Code, Section I and Section VIII. Governs design and fabrication standards applicable to all Sellers pressure vessels. asme.org
All Sellers product specifications and customer testimonials sourced directly from sellersmfg.com.